RSS Feed
RSS Feed
|
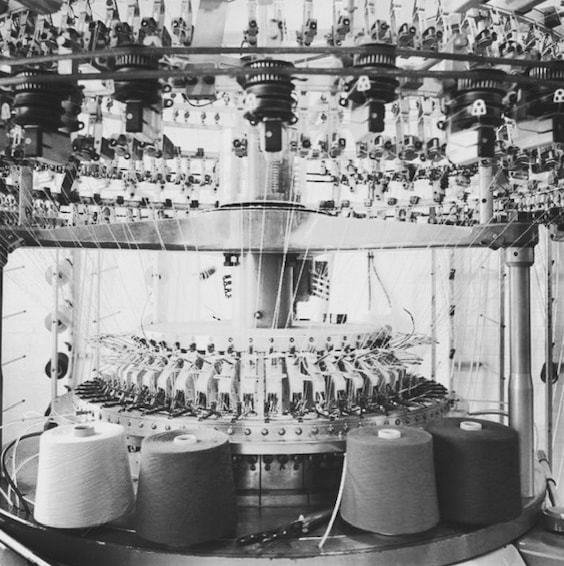
Discovery Knitting knit the jersey and loopback with certified organic yarn for our t-shirts and sweatshirts and are based in South Wigston, Leicestershire just over 20 miles from our office. They knit high quality knit fabrics for fashion designers in the UK and across the world including organic and merino wool. They are a first generation family run business with mum, dad and daughter all working in the business. They have a proud heritage of manufacturing dedicated British knitted fabrics since 1986 and employ seven full-time staff. They supply to Garbstore, Margaux Lonnberg, Nigel Cabourn and Private White VC as well as some other very well-known designer names. They use ribber, striper and French terry 3 thread machines and can produce 8,000 too 10,000 metres a week. Jacquard circular knitting machines are used for stripes, French terry and rib/interlocks and a range of Flatbed trim machines for Jacket and Polo shirt cuffing and collars. They have recently bought a Heritage British Blackburn 12 gauge Striper S/Jersey which is the original machine the England Rugby shirts were knitted on. Another new refurbished addition is a the only British built Camber heavy gauge French Terry Loopback machine outside of the USA to knit 550gsm soft handle, big loop sweat fabrics. Discovery's ethos has always been, as much as commercially possible, to produce fabric sustainably with as low a carbon footprint as possible. They source the best organic GOTS (Global Organic Textile Standard)/natural yarns while also paying the living wage to their experienced, hard-working team of staff. The Oeko tex pre dyed yarn is from a German yarn dyer who is the very best low impact dyer in Europe. All of Discovery's fabrics are scoured (washed) or dyed all within 10 miles of their Mill, so they have the lowest carbon footprint of any knitted fabric supplier in the UK. They also recycle 90% of all their waste produced and have an ongoing reduction energy program. All UK dyers and finishers have had to be Azo free for over 15 years and are monitored by the British water companies every month. The UK have some of the best standards in Europe. Discovery's dyers and finishers are all using soft flow low water consumption jet dye machinery. Most of Europe has legislated to be Azo free and harmful chemical clear but Eastern Europe still has issues. China and the Far East are still far from transparent with harmful chemicals still being used. As part of their energy reduction program Discovery plan to install Solar energy panels on the side of their warehouse. This power will charge their ongoing upgrade to a hybrid vehicle and power their finished fabric warehouse and offices with a view to being 90% fossil free within 5 years. They are also upgrading all of their machine motor drives to invertors at a cost of £2000 each, which will reduce their energy consumption in the knitting mill by a further 30%. This is being funding this entirely themselves, which gives you an idea of their commitment to reducing the impact on the beautiful planet we are guest of. We are very proud to be working them on our collection. Ismay x #meetthemaker #madeinbritain #ethicalfashion
Products made in Britain will most often demand a high price point, including British-made fashion. So why pay that extra cost? Is it worth that higher price?
Quality Considering the industrial revolution and clothing manufacture began in Britain, it is not surprising that we are known around the world for producing high quality goods. Making simple, quality items is what we do best. John Smedley, for example, are the longest running factory in the world who still make beautiful, fine gauge knitwear just as they have done for hundreds of years. Ethics Not all British factories are run ethically, it has to be said, but the majority of them are. Having a short supply chain makes it far easier for designers or brands to work closely with their makers to ensure ethical policies are adhered to. Britain also has high legal standards on workers’ rights, health and safety in the workplace and wage level minimums in comparison to other garment producing countries. Ethical credentials should always be checked and good brands will proudly show them. Fashion Miles Being close to the manufacturing base means significantly fewer miles are clocked up in shipping fabrics and goods around. This is evident in the example of Private White VC, 90% of their raw materials are sourced within a 40 miles of their factory. Road haulage for transportation also means less carbon emitted than sea or air cargo too. Global brands who manufacture off-shore in the far-east will have to fly regularly to oversee factory production, thereby further adding to their carbon footprint. Local production also means less waste is also produced due to being able to turn around stock much quicker. Great design Britain has produced many great designers and among them Vivienne Westwood, Mary Quant and Paul Smith have a unique ‘Britishness’. This is often expressed with quirkiness and sense of humour that you don’t often find anywhere else. On the other hand designer brands such as Burberry and Stella McCartney offer the more aspirational side of British design classics. This is also embodied in British icons of design such as the Mini, Rolls Royce and even Dyson. Strong story Providence and a strong story are often a big part of what a British brand is about. Hiut denim & HebTroCo are great examples of this. They both brought manufacturing back to the area they are from before it disappeared forever and produce quality pieces made to last using traditional techniques and preserving local skills and economies. What started as personal missions with a passion for their local communities are now highly successful and acclaimed businesses with a real personal touch. Heritage Britain has a rich textile heritage that many brands draw from including the production of high quality cloths such as tweed, linen and tartan. There are many regional areas that have historical or even current links to fashion & textile manufacturing. From lace making in Nottingham, to knitwear in Hawick, Scotland, from shoe making in Northampton, to woollen cloth in Yorkshire, Britain has it all . All this put together means you are often buying a product with real authenticity, that will last a long time and could sell well at a later date. What could be better slow fashion than that? NB. Boy Wonder is of course proudly made in Britain for all the reasons above. Be aware, however, that many brands portray themselves as being British by putting a Union Jack on their products whilst not actually making them in Britain at all. You can find lots of lovely British-made brands including ourselves in the Make it British directory here. Do you have a favourite made in Britain brand? Do you buy British? What does British made mean to you? We would love to hear from you x Related Posts Trouser Town Made in Britain How Ethical is Made in Britain? *Disclosure of Material Connection: Some of the links in the post above may be “affiliate links.” This means if you click on the link and purchase the item, I will receive an affiliate commission. Regardless, I only recommend products or services I use personally and believe will add value to my readers. #madeinbritain #britishdesign #fashionmiles 
6 Reasons to Buy Fashion Made In Britain
Further Reading
https://fashioninsiders.co/features/opinion/made-in-england-buy-british/ https://www.theguardian.com/fashion/2013/jan/30/british-made-fashion-clothing-manufacture https://www.fashionbeans.com/2015/made-in-britain-menswear/ https://www.shortlist.com/style/fashion/10-british-made-menswear-brands-that-deserve-a-place-in-your-wardrobe/28167 https://www.marketingtochina.com/5-uk-brands-that-benefit-from-being-made-in-britain-in-china/ https://cebr.com/reports/value-of-made-in-britain/ http://www.brandquarterly.com/brand-identity-value-made-britain-label http://fabrikbrands.com/made-in-britain-british-brands/ https://makeitbritish.co.uk/opinion/manufacture-your-product-in-the-uk/ https://makeitbritish.co.uk/uk-manufacturing-2/why-manufacturing-in-the-uk-is-more-sustainable/
Since doing the Who Made my Clothes course last year in association with Fashion Revolution, I have become very curious about the journeys that our clothes make. Take the average cheap cotton t-shirt for example; where did it come from, where did it go to and who did it meet along the way? I took up this tale again in the recent course I did and wanted to explore it further with you here.
The protagonist of this tale is the t-shirt itself, which starts it's life in the cotton fields. Up to 99% of the world’s cotton farmers are from developing countries[i]. The majority of cheap conventional cotton (not organic) is grown in the cotton belt of India[ii]. The 3 largest producing states being Gujurat, Maharashtra and Andhra Pradesh. Forced and child labour is sadly very common in the cotton industry and India has the highest number of child workers in the world.[iii] You can read more about the children our t-shirt would meet in previous blog posts here and here. As cotton is traded many times before reaching the factory, tracing where it was grown and picked is incredibly difficult. This is why most UK retailers cannot say whether child labour has been used in their supply chain or not. Furthermore, as conventional cotton uses 24% of global pesticides, 11% of all insecticides and seven out of the 15 most deadly carcinogens known to man it is highly damaging to these cotton workers.[iv] After harvesting the cotton bales are transported to processors where it is washed and dried in a gin machine that separates the fibre from seeds and chaff. After this the cotton fibres are carded, combed and blended, often at another factory, before being spun. The cotton yarn can then be knitted into fabric which at this stage is rough and grey looking[v]. The next processing stage involves treatment with heat and chemicals until it looks as we see it in the shops, soft and white. Up to 2,700 litres of water[vi] are used to produce the cotton to make this t-shirt as well as up to 250ml of toxic and hazardous chemicals. Read more on this here. The sewing facility is often in another country. China is currently the largest garment producer in the world[vii], however Bangladesh has the lowest wages at about $65 or £40[viii] a month. As our protagonist is a cheap one, it’s safe to say it probably came from here. At this stage our t-shirt has now travelled over 3190 miles at least, not counting the distance from field to factory and the haulage route before being shipped to the garment factory. Here, the cotton cloth will be cut, stitched and finally pressed until it is the t-shirt we would recognise. You can read more about the people our t-shirt would meet in Bangladesh in a previous blog post here. Now our t-shirt travels the last part of it's journey as it is shipped to the UK, travelling over 10486 miles by sea. If the major cargo ports[ix] were used in each country on the journey then our t-shirt will have travelled well over 14,000 miles in total to reach its final destination of London, England. As it has travelled halfway around the world it will have met many people along the way. Cotton growers and pickers, processing factory workers, haulage drivers, shipping container staff, machinists and finishers and the retail staff who sell the t-shirt to us. Some of these people are the poorest in the world and their hard labour enables us to buy that t-shirt for very little. We've all heard of food miles, but maybe we should start thinking about fashion miles too. Buying locally made goods, including fashion, means you can lower your carbon footprint and often the provenance is clearer too. Ethical manufacturers in the UK look after their workers and keep British craftsmanship and skills alive. Related Posts The Terrific T-shirt Wake Up To Child Labour Who made my Jeans pt2 #fashionmiles #ethicalfashion #fashionfootprint 
The journeys of our clothes
Resources
[I]https://campaign.worldvision.com.au/wp-content/uploads/2013/04/Forced-and-child-labour-in-the-cotton-industry-fact-sheet.pdf [ii] https://www.statista.com/statistics/263055/cotton-production-worldwide-by-top-countries/ [iii] https://www.equaltimes.org/child-labour-and-exploitation-in?lang=en#.WyOXmfZFyUk [iv] http://www.ecooutfitters.co.uk/blog/the-environmental-cost-of-non-organic-cotton/ [v] https://makersrow.com/blog/2015/03/from-cotton-to-customer-how-your-t-shirt-is-made/ [vi] https://www.worldwildlife.org/stories/the-impact-of-a-cotton-t-shirt [vii] https://www.quora.com/Who-are-the-top-10-garment-manufacturing-countries [viii] https://www.techpacker.com/blog/top-4-asian-countries-for-garment-manufacturing/ [ix] https://www.worldatlas.com/articles/the-busiest-cargo-ports-in-the-united-kingdom.html It's that magical time of year again when we don our cheesy jumpers! But maybe this year try something different for your kids. This carefully selected edit has ethical or sustainable credentials that will make you feel good amidst the rampant consumerism and gluttony that is Christmas! They are also the antidote to the riot of colour the supermarkets have to offer, with a more subtle and sophisticated style and palette. Hope you like them :-)      #Christmasfashion #organiccotton #madeinbritain #ethicalfashion
This week I made another trip to London to go to the Meet the Manufacturer tradeshow. This was exactly what it says it was - a chance for designers to find manufacturers who can realise their project dreams and produce their products in the UK. The show, now in it's third year, was set up by the Make it British team who also ran the Make it British forum back in October that I was lucky enough to attend. They are doing an amazing job in bringing together the great manufacturers we still have in the UK (yes, there really are some left!) and their counterparts to help create high quality British products that are sought after across the globe. In fact a recent survey showed that British made products are considered to be fourth best quality in the world. This is reflected in the revival for British made goods as manufacturers are reporting a 25-30% increase in demand compared to a few years ago. There were over 170 suppliers to the fashion, textiles and homewares industry at this year's show including leather goods manufacturers, fabric mills, knitwear factories and printers to name but a few. Throughout the two days of the show there were also seminars by industry leaders on various different topics around making in the UK, a wool room, a brand hall, live workshops and demonstrations of hat making and pattern cutting for example and an ask the expert area. The brand hall showcased lots of different products all made in the UK from silk scarves, to shoes and even underwear. This all went to show the diversity of skills we still have in this country and the great wealth of creativity and talent that we nurture. I met many very interesting people and companies including knitwear manufacturers; Crystal Knitwear and Harley of Scotland, Think Positive Prints - a digital textile printing company, Team Tots -a childrenswear manufacturer and CFS - a fashion sampling studio. Some of these I hope to be able to work with on my launch collection. It was really useful to meet these contacts face to face to get a feel of whether they will be suitable for what I am trying to achieve and also to gain expert advice and opinion. I even got some very encouraging feedback on my design ideas which really helps to spur me on! If you too are looking for British manufacturers here are some helpful directories; one by Make it British, one by the Leicestershire Textile Hub here and another by UKFT. Ismay x *Disclosure of Material Connection: Some of the links in the post above may be “affiliate links.” This means if you click on the link and purchase the item, I will receive an affiliate commission. Regardless, I only recommend products or services I use personally and believe will add value to my readers. #MeetTheManufacturer #MakeItBritish #StartupBrand  Quba & Co. are another innovational brand who manufacture in the UK. It was started by two friends with passion for sailing twenty years ago in Salcombe, Devon. Inspired by British nautical heritage they came up with the idea to re-use reclaimed canvas sailcloth and turn them into unique jackets. They had some jackets made up by a talented local seamstress that so unique that the word soon spread. The brand's popularity and orders soon grew from local sea-farers to holidaymakers and now they sell all around the world. They now have a specialist manufacturing unit and employ eight expert craftspeople and now create a whole range of sailcloth products, which are handmade to order, including holdalls, deckchairs and cushions. To date they have 15 of their owns stores mostly at seaside locations and they also sell through their website. Their distinctively British designs are still inspired by the charismatic coastline and salt washed colours of the seaside. The brand is supported by Monty Halls the broadcaster explorer and marine biologist who can be seen around Salcombe sporting their jackets. Peter Andre has also been spotted wearing their gear too, which must be giving the brand some exciting exposure! Quba & Co. is such a good example of creative upcycling that I find so inspiring and refreshing that I now have one of their jackets on my wishlist (when I can afford it!) However I am unsure if the rest of their clothing range is made in the UK. By the way, I obviously can't use any of their imagery for this blog post so have had to include seaside pics of the Boy Wonder instead! Check them out here: http://www.quba.com/ Ismay x #QubaAndCo #UpcycledFashion #SustainableFashion #MadeInBritain After last week's post I got thinking about some of the amazing people that are making things in the UK right now so I wanted to give them a well earned shout out. Ok, they're not making childrenswear but these guys are leading the way, and bucking the trend whilst making it more possible for start ups like Boy Wonder to be taken seriously. The first who are well worth a mention are two guys who set up a brand called HebTroCo to save manufacturing in their home town Hebden Bridge aka 'Trouser Town'. This quirky little town in Yorkshire used to make over 20,000 pairs of trousers a week. However the last factory was now only making 176 a week and was about to close so these guys came up with a plan. They designed some trousers (with a little help), crowdfunded the project and when they launched they sold 176 pairs in in just five hours, ten minutes! They are now shipping hundreds of pairs a month all over the world. They make beautiful high specification moleskin and needlecord trousers using traditional manufacturing techniques. These trews are made to last a lifetime and promise to be the best pair of trousers you've ever had. Indeed they are guaranteed for just that, meaning that they repair and replace them if there are any faults or problems. This is such an inspiring story and a sustainable model worth aspiring to. Here is their website if you want to check them out: http://hebtro.co/ Ismay x #HebTroCo #SustainableFashion #UKManufacturing #MadeInBritain The three keys things for me setting up this boys clothing brand are the sustainability side which I have already explored a little already, strong design and thirdly 'on shore' manufacturing. Britain is the birthplace of the industrial revolution and textile manufacturing. It all began here in this tiny but amazing island back in the 18th century. In fact, much of the mechanised textile industry started near where I grew up in the midlands and where I studied in Manchester. The first cotton mill was built by Sir Richard Arkwright in Cromford, Derbyshire and just down the road, still running to this day, is the knitwear company John Smedley, who is the oldest factory manufacturer in the world. I even worked in a garment factory myself in my home town when I was a teenager, sadly the factory shut down many years ago. This is part of why bringing back manufacturing to the UK means so much to me personally. I believe it is important to retain these vital skills and crafts in our country before they are gone. Not only that but it makes sense to me on many other levels: such as investing in our own economy and people, it is a greener option too as there would be no need to move products using carbon emitting shipping or air freight. Ethical issues would be far more easily monitored and governed by stronger rules and regulations here in the UK as well. Granted, I may not be able to source everything I would need from the UK, in particular raw cotton for fabric. But it would make me very proud to be able to have a label in my first collection saying 'Made in Britain'. There is a real resurgence in interest in British made products and their provenance which I hope will work well for my brand Boy Wonder. I hope it piques your interest too and encourages you to want to buy British. Ismay x #MadeInBritain #UKManufacturing #SustainableFashion  |
Support my work

Need funding for your creative business?Sign up to our mailing list to get a handy list of sources.
Archives
November 2020
Categories
All
All Boy Wonder images and text are subject to copyright © 2019 . All Rights Reserved
|